機械設(shè)計與制造中的電氣融合實踐 一臺壓力機的設(shè)計全過程與心得分享
我完成了一臺集成電氣信號裝置的專用壓力機的設(shè)計與制造項目。這個過程充滿了挑戰(zhàn)與收獲,現(xiàn)在將設(shè)計全流程、遇到的問題及解決心得記錄下來,與各位同仁交流分享,也懇請大家不吝賜教。
一、 項目概述與核心參數(shù)
本次設(shè)計的設(shè)備是一臺電氣信號設(shè)備裝置制造專用壓力機。其核心設(shè)計參數(shù)與要求如下:
- 功能定位:用于特定電氣信號裝置(如精密接插件、微型開關(guān))的壓裝、鉚接或成型工序。
- 公稱壓力:63 kN,滿足精密壓裝需求的同時保證結(jié)構(gòu)緊湊。
- 驅(qū)動方式:伺服電機驅(qū)動滾珠絲杠,實現(xiàn)壓力與位移的精確閉環(huán)控制。
- 控制核心:PLC(可編程邏輯控制器)集成HMI(人機界面),負責邏輯控制、參數(shù)設(shè)定與狀態(tài)監(jiān)控。
- 關(guān)鍵電氣信號:集成壓力傳感器(實時反饋)、高精度位置編碼器、安全光幕信號、工件檢測傳感器(光電/接近開關(guān))等。
- 制造精度:壓裝重復(fù)定位精度需達到±0.02mm,壓力控制精度±1% FS。
二、 設(shè)計全過程回顧
1. 需求分析與方案制定
這是最基礎(chǔ)的環(huán)節(jié),卻決定了后續(xù)所有工作的方向。我與工藝部門深入溝通,明確了被壓裝元件的材料、尺寸精度、壓入力的范圍與曲線要求。核心挑戰(zhàn)在于如何將“壓裝一個零件”的工藝要求,轉(zhuǎn)化為機械結(jié)構(gòu)、動力系統(tǒng)、電氣控制的量化指標。初步方案確定了“伺服壓力機”的技術(shù)路線,以實現(xiàn)柔性化和智能化。
2. 機械結(jié)構(gòu)設(shè)計
- 機架設(shè)計:采用C型開式結(jié)構(gòu),便于操作和觀察,但必須進行詳細的有限元分析(FEA)以確保在偏載工況下的剛度和變形量達標。這是機械穩(wěn)定性的基石。
- 傳動與執(zhí)行機構(gòu):伺服電機通過同步帶減速驅(qū)動滾珠絲杠,將旋轉(zhuǎn)運動轉(zhuǎn)化為滑塊的直線運動。這里精確計算了各環(huán)節(jié)的扭矩、慣量匹配,并選擇了低背隙的精密部件。
- 模具與夾具:設(shè)計了快換模架接口和專用的氣動夾具,確保工件定位精準、快速裝卸,這是保證生產(chǎn)節(jié)拍和產(chǎn)品一致性的關(guān)鍵。
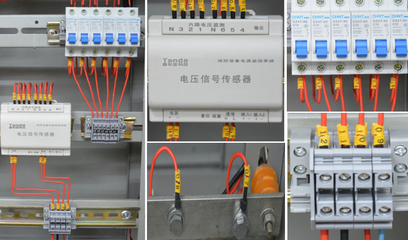
3. 電氣控制系統(tǒng)設(shè)計
這是本次設(shè)計的“大腦”和“神經(jīng)”。
- 硬件配置:根據(jù)I/O點數(shù)(數(shù)字量輸入輸出、模擬量輸入)選擇了合適的PLC模塊;伺服驅(qū)動器與電機型號嚴格匹配;傳感器選型注重量程、精度和響應(yīng)速度。
- 控制邏輯編程:這是核心中的核心。程序不僅要實現(xiàn)“啟動-下壓-保壓-返回”的基本循環(huán),更要實現(xiàn):
- 壓力-位移監(jiān)控:實時比較壓力傳感器和編碼器反饋值,與預(yù)設(shè)的理想曲線進行對比。一旦超出公差帶,立即報警并分類處理(如壓力過大、位移不足),實現(xiàn)“質(zhì)量在線判定”。
- 安全聯(lián)鎖:將雙手啟動按鈕、安全光幕、急停信號、氣壓檢測等串聯(lián)到安全回路中,確保任何異常立即停止設(shè)備。
- 參數(shù)化與數(shù)據(jù)追溯:通過HMI,操作員可輕松切換不同產(chǎn)品的壓裝參數(shù)(壓力、速度、位置)。所有壓裝過程的關(guān)鍵數(shù)據(jù)(最大壓力、最終位置)可存儲或上傳至MES系統(tǒng),實現(xiàn)全追溯。
4. 集成、調(diào)試與問題解決
機械組裝與電氣布線完成后,進入緊張的調(diào)試階段,這也是問題集中爆發(fā)的時期:
- 問題一:運行時振動與異響
現(xiàn)象:滑塊在高速下行時,機架有明顯振動,并伴隨不規(guī)則響聲。
分析與解決:首先排查機械裝配,發(fā)現(xiàn)絲杠支座的對中性有微小偏差。重新校準安裝后,高速振動減輕但未消除。進一步分析,懷疑是伺服系統(tǒng)增益參數(shù)(位置環(huán)、速度環(huán))設(shè)置不當,導(dǎo)致電機響應(yīng)“過沖”產(chǎn)生振蕩。在驅(qū)動器軟件中逐步調(diào)整增益和濾波器參數(shù),并配合機械實際運行進行微調(diào),最終消除了異響,運行平穩(wěn)。心得:機電一體化設(shè)備的問題,往往需要從“機”和“電”兩個維度協(xié)同排查,參數(shù)調(diào)試是精細活。
- 問題二:壓裝力曲線偶爾超差
現(xiàn)象:在連續(xù)生產(chǎn)中,個別工件的壓裝力-位移曲線末端會突然出現(xiàn)一個小尖峰,超出合格范圍。
分析與解決:起初懷疑是工件批次差異或傳感器噪聲。通過觀察和數(shù)據(jù)分析,發(fā)現(xiàn)出現(xiàn)問題時,設(shè)備的壓縮空氣管路壓力恰好有波動(夾具氣動元件動作導(dǎo)致)。調(diào)查發(fā)現(xiàn),為氣動夾具供氣的管路太細,且未設(shè)置獨立儲氣罐。當夾具動作時,引起系統(tǒng)氣壓瞬時下降,導(dǎo)致主氣缸背壓不穩(wěn),間接影響了壓裝力的平穩(wěn)性。改造方案:為壓力機主氣路增設(shè)一個獨立的小型儲氣罐和精密調(diào)壓閥,與車間主氣源及其他動作氣路隔離。改造后,壓力曲線穩(wěn)定性顯著提升。心得:系統(tǒng)設(shè)計要有全局觀,輔助系統(tǒng)(如氣路)的穩(wěn)定性會直接影響核心性能,細節(jié)決定成敗。
- 問題三:HMI操作響應(yīng)延遲
現(xiàn)象:在切換產(chǎn)品參數(shù)頁面時,觸摸屏反應(yīng)偶爾卡頓。
分析與解決:檢查PLC程序,發(fā)現(xiàn)部分歷史數(shù)據(jù)記錄和曲線繪制功能使用了效率較低的指令,且在主循環(huán)中執(zhí)行,占用了過多掃描周期。優(yōu)化了程序結(jié)構(gòu),將非實時性的數(shù)據(jù)存儲和顯示刷新放到后臺任務(wù)或通過中斷觸發(fā),主循環(huán)只處理關(guān)鍵邏輯和實時控制。問題得以解決。心得:電氣程序不僅要實現(xiàn)功能,更要優(yōu)化性能,合理的程序架構(gòu)對設(shè)備響應(yīng)速度和穩(wěn)定性至關(guān)重要。
三、 核心心得
- 融合思維是關(guān)鍵:現(xiàn)代設(shè)備設(shè)計早已不是“機械搭臺,電氣唱戲”的分工模式,而是“機電液氣”一體化的深度融合。機械工程師要懂基本的控制邏輯和傳感器特性,電氣工程師也要理解機械結(jié)構(gòu)的運動與受力。從方案階段開始,雙方就必須緊密協(xié)作。
- 仿真與測試前置:機械的FEA分析、控制邏輯的仿真或流程圖測試,能提前發(fā)現(xiàn)大量設(shè)計缺陷。雖然本次項目有所應(yīng)用,但深度仍有不足。下次應(yīng)在設(shè)計階段進行更充分的虛擬調(diào)試。
- 重視調(diào)試與迭代:調(diào)試是設(shè)計的延伸,是理論落地為現(xiàn)實的必經(jīng)之路。遇到的問題是最好的老師。記錄詳盡的調(diào)試日志,建立“問題-分析-解決-驗證-歸檔”的閉環(huán),經(jīng)驗才能轉(zhuǎn)化為團隊能力。
- 安全與可靠性高于一切:無論是機械的防護罩、電氣安全回路的冗余設(shè)計,還是軟件中的互鎖和故障診斷,都必須放在首位。設(shè)備不僅要“能用”,更要“安全地、穩(wěn)定地長期用”。
這臺壓力機從圖紙到穩(wěn)定運行的產(chǎn)品,是一個將機械原理、電氣控制、生產(chǎn)工藝融會貫通的過程。其中曲折,頗多受益。以上是我的一些粗淺體會,拋磚引玉,期待與大家在“機械設(shè)計與制造 電氣交流”版塊有更多深入探討。
如若轉(zhuǎn)載,請注明出處:http://www.leisiba.com.cn/product/48.html
更新時間:2026-03-01 02:38:12